— CASE STUDIES
The Work That
Proves the Promise.
Every plant that failed the same way twice had a system problem — not a luck problem. These are the plants that found out what was actually wrong, fixed the system, and stopped the failure. Real plants. Real outcomes. Every one of them the result of fixing the cause — not replacing the symptom.
INDUSTRY
Cement & Mining
5 case studies
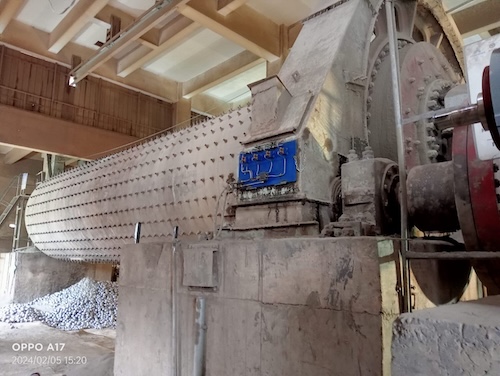
CS-01
Coal Mill Open Gear Spray Lubrication System Upgrade

THE PROBLEM
Inconsistent manual lubrication was causing uneven gear wear and increasing the risk of premature open gear failure on the coal mill.
WHAT DROPLEX DID
Engineered and installed a precision spray lubrication system to deliver controlled, uniform high-viscosity Klüberfluid C-F 3 Ultra open gear lubricant across the full gear face.
OUTCOME
Improved girth gear protection, reduced lubricant waste, and consistent lubrication — extending open gear service life and stabilising mill operation.
CS-02
Mining Kiln Open Gear Lubrication Optimisation

THE PROBLEM
The mining plant kiln girth gear was operating under extreme load and temperature conditions. The existing lubricant was not providing adequate wear protection or film stability.
WHAT DROPLEX DID
Assessed the application and implemented Klüberfluid C-F 3 open gear lubricant — optimising spray pattern, film formation, and load-carrying performance for the specific kiln operating conditions.
OUTCOME
Enhanced gear surface protection, improved lubricant film stability under high temperatures, and reduced the risk of costly kiln downtime.
CS-03
Cement Mill Open Gear Lubrication System Upgrade
THE PROBLEM
The cement mill open gear required consistent, controlled lubrication to prevent surface damage and premature wear under heavy operating loads. The existing approach was not delivering uniform coverage.
WHAT DROPLEX DID
Engineered and installed a precision spray lubrication system delivering uniform lubricant application across the full gear face under load.
OUTCOME
Enhanced gear protection, optimised lubricant consumption, and improved operational stability — reducing the risk of unplanned shutdowns.
CS-04
Komatsu HM300 Dump Truck Automatic Lubrication System Installation

THE PROBLEM
Heavy-duty dump truck components designed for operation under extreme load and contamination conditions would make manual lubrication inconsistent — increasing the risk of wear on a new fleet asset before it had even started work.
WHAT DROPLEX DID
Engineered and installed a centralised automatic lubrication system on a new Komatsu HM300 prior to deployment — ensuring consistent, controlled grease delivery to all critical points from day one.
OUTCOME
Reduced manual maintenance dependency, improved component protection, and enhanced fleet uptime in demanding mining operations.
CS-05
Automated Lubrication System Refurbishment — Cement Aggregate Plant

THE PROBLEM
Automatic lubrication systems in a high-dust aggregate environment had deteriorated — leading to inconsistent grease delivery and increased wear risk on critical equipment.
WHAT DROPLEX DID
Removed, inspected, and refurbished system components at our technical facility — restoring pump performance, metering accuracy, and overall system reliability before reinstallation.
OUTCOME
Re-established consistent lubrication across critical machinery, extended component life, and reduced maintenance intervention in a demanding operating environment.
INDUSTRY
Food & Beverage Processing
4 case studies
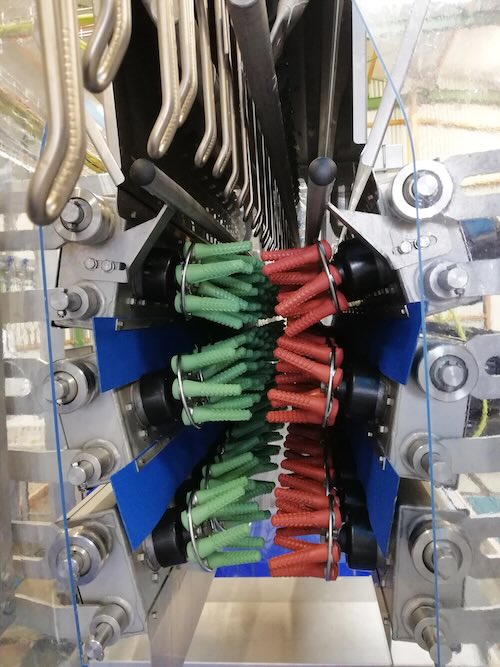
CS-11
Water-Resistant Lubrication Upgrade — Chicken Plucker Bearings
THE PROBLEM
The chicken plucker machine operated in a high-moisture washdown environment. Grease was washing out constantly — causing frequent bearing failures, excessive grease consumption, and repeated unplanned stops.
WHAT DROPLEX DID
Assessed the operating conditions and replaced the existing grease with Klüberfood NH1 94-402 — a water-resistant, NSF H1 food-grade grease designed for washdown environments. Optimised relubrication intervals and quantities.
80% reduction in grease consumption
$30K annual lubricant savings
OUTCOME
Bearing failures eliminated. Machine smoothness improved. Grease consumption reduced by 80%. Annual lubricant savings of approximately USD 30,000.
CS-12
Centralised Lubrication System — Beverage Conveyor Line

THE PROBLEM
Frequent bearing failures on the beverage conveyor line. Several grease points were difficult to access — so they were being missed or lubricated inconsistently during routine maintenance.
WHAT DROPLEX DID
Engineered and installed a centralised lubrication system — routing all grease points to an easily accessible distributor block, ensuring reliable servicing without requiring access to difficult locations.
OUTCOME
Missed lubrication points eliminated. Bearing failures reduced. Conveyor uptime improved — supporting uninterrupted beverage production.
CS-13
Food-Grade Lubricant Storage & Handling Optimisation

THE PROBLEM
Food-grade lubricants were stored across multiple plant areas without standardised containment — creating cross-contamination risk, misapplication risk, and audit non-compliance exposure.
WHAT DROPLEX DID
Engineered and manufactured dedicated lubricant storage cages for each plant section — ensuring secure, organised, and clearly segregated storage of food-grade lubricants throughout the facility.
OUTCOME
Improved lubricant control, enhanced food safety compliance, and simplified maintenance access — the plant passed its next audit with the lubrication programme as a strength, not a risk.
CS-14
High-Viscosity Glucose Syrup Transfer System
THE PROBLEM
Transferring high-viscosity glucose syrup from an IBC tank into the production line was inefficient and difficult — risking product loss, inconsistent flow, and production delays. Glucose transfer time was 9 hours.
WHAT DROPLEX DID
Designed and installed an AODD pump-based transfer system capable of handling high-viscosity fluids with controlled, reliable delivery directly into the production process.
Transfer time reduced from 9 Hours to 40 mins
OUTCOME
Improved transfer efficiency to 40 mins, minimised product wastage, and ensured consistent syrup flow — supporting stable, hygienic production.
INDUSTRY
Transportation
3 case studies
CS-21
Integrated Oil Management System — Heavy-Duty Truck Workshop

THE PROBLEM
A newly established heavy-duty truck service workshop would rely on manual oil handling — limiting service throughput, reducing visibility into consumption, and increasing the risk of oil losses from day one.
WHAT DROPLEX DID
Designed and installed a structured oil management system — organised new and used oil handling, controlled dispensing units, and accurate consumption tracking. Replaced manual handling with a standardised, accountable process.
OUTCOME
Improved service efficiency, reduced oil losses, enhanced consumption visibility, and enabled higher workshop capacity compared to the old workshop right from the start.
CS-22
Lubrication Storage & Oil Management System Rehabilitation

THE PROBLEM
The containerised lubrication storage and oil management system was in poor condition — compromising lubricant integrity, organisation, and maintenance efficiency across fleet operations.
WHAT DROPLEX DID
Carried out a full system rehabilitation — restoring storage functionality, contamination control, and organised lubricant dispensing across the operation.
OUTCOME
Improved lubricant quality control, enhanced maintenance efficiency, and strengthened fleet equipment reliability through properly managed oil handling.
CS-23
Oil Management System — FMCG Fleet Workshop

THE PROBLEM
The FMCG fleet workshop lacked structured oil storage and consumption tracking — leading to oil losses, inconsistent records, and poor visibility into lubricant costs across the fleet.
WHAT DROPLEX DID
Designed and installed a comprehensive oil management system — bulk storage, controlled dispensing, and structured consumption recording per vehicle. Replaced informal habits with a disciplined, trackable process.
OUTCOME
Reduced lubricant losses, strengthened consumption accountability, and improved service team efficiency across the workshop.
INDUSTRY
Plastics & Chemicals
2 case studies
CS-31
FLUX Drum Pumping System — Chemical Processing
THE PROBLEM
Manual drum handling and overhead positioning of chemical drums created safety risks for operators, consumed forklift resources, and slowed chemical transfer into the production process every day.
WHAT DROPLEX DID
Installed FLUX drum pumping systems enabling safe, direct transfer of chemicals from drums into the process line — eliminating the need for overhead drum lifting entirely.
50% reduction in chemical transfer time.
OUTCOME
Production time reduced by 50%. Safety risks from elevated drum handling eliminated. Forklift capacity freed for other operations. Production finished four hours earlier each day.
CS-32
Fixed Gas Detection System — Plastics Recycling Facility

THE PROBLEM
Recycling operations presented potential exposure to hazardous gases — creating safety risks for personnel and compliance concerns with no early warning system in place.
WHAT DROPLEX DID
Engineered and installed a fixed gas detection system to continuously monitor critical areas — providing real-time alerts in the event of gas leaks before they reach dangerous levels.
OUTCOME
Improved worker safety, strengthened regulatory compliance, and provided the plant team with advance warning capability — so the problem is seen before it becomes an incident.
INDUSTRY
Power & Wind Energy
2 case studies
CS-41
Specialty Lubrication Support — Wind Farm Operations

THE PROBLEM
Wind turbines operate under continuous load and varying environmental conditions. Standard lubricants were not providing adequate protection for gearboxes, bearings, and critical rotating components — creating reliability risk across the wind farm.
WHAT DROPLEX DID
Supplied application-specific specialty lubricants tailored to each critical turbine component — with ongoing technical support to maintain lubrication reliability across all turbines in the wind farm.
OUTCOME
Strengthened turbine operational reliability, reduced lubrication-related risk, and supported consistent renewable power generation across the wind farm.
CS-42
Pre-Installation Gearbox Inspection — Africa’s Largest Wind Farm

THE PROBLEM
Wind turbine nacelles destined for Africa’s largest wind farm had travelled by high sea and overland transit. Undetected gearbox damage before installation would have meant costly replacements after turbines were already mounted — a significant project and financial risk.
WHAT DROPLEX DID
Conducted detailed borescope inspections of all 365 wind turbine gearboxes — both in transit and on site — verifying internal gearbox condition before any turbine was commissioned.
365 turbine nacelles inspected
OUTCOME
Prevented costly post-installation rework, protected high-value turbine assets, and supported seamless execution of Africa’s largest wind farm development.
— YOUR PLANT
Every plant/equipment that keeps failing
is a system problem.
The plants in these case studies all had one thing in common — a failure or inefficiency that kept repeating until someone looked at the system, not just the symptom. Start with a Reliability Assessment. We visit your plant, discuss, and find a way to fix it. No obligation.
We make sure it works. And we stay accountable — always.